模切刀磨损与磁辊肩铁高度有关
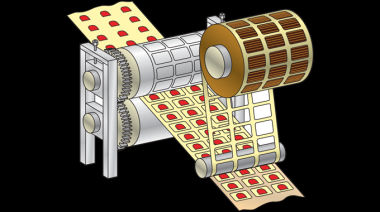
模切刀磨损与磁辊肩铁高度有关,这是一个非常容易被忽略的关系。一般情况下,模切刀刃口高度越高,通常使用的时间就会越长。换句话说,刃口有效磨损长度越长,模切刀的寿命越长。然而,如果在走纸方向上模切刀刃口高度过高,在使用磁性刀片的情况下很容易出现刃口断裂问题(小齿数辊筒在走纸方向上刃口被弯曲的弧度越大)。
基于此,在实际生产过程中,为应对大部分不干胶材料的厚度以及对采购辊筒成本的控制(通常指小齿数辊筒),在进行不干胶模切时通常把刃口高度设置为0.480mm,以此作为平衡点。与此同时,同高度的肩铁高度也有利于磁性刀片在同一订单的多条生产线上使用。

此外,在另一个模切领域,如在模切RFID电子标签时,肩铁高度一般采用0.740mm,辊筒齿数多为120以上的大辊筒。为方便模切较厚的材料,如卡纸类(服装吊牌),根据不同的需求,肩铁高度从0.580mm、0.685mm、0.740mm到1.0mm都有。
需要注意的是,肩铁高度越高,所需磁辊的齿数也就越大(也就是直径),以免在走纸方向上模切刀刃口因弯曲弧度过大而产生断裂现象。
模切刀磨损与设备精度有关
设备精度是导致模切刀磨损的另一个容易被忽略的因素。这里所说的模切刀磨损,通常是指非正常的磨损,多出现在只能加工对底纸切痕要求较低的设备上。
通常情况下,同一把模切刀,在正常精度高的设备上转动一圈,底纸切痕均匀,满足切痕要求,甚至有可能是无痕;而在精度差的设备(这里说的精度差的设备是指在模切工位高速转动时,设备会出现震动和底辊上下跳动)上转动一圈,底纸切痕会出现轻度和重度同时存在的现象,或者三分之二切痕完好,三分之一切痕很轻(带标)、或较重(切穿)的现象。
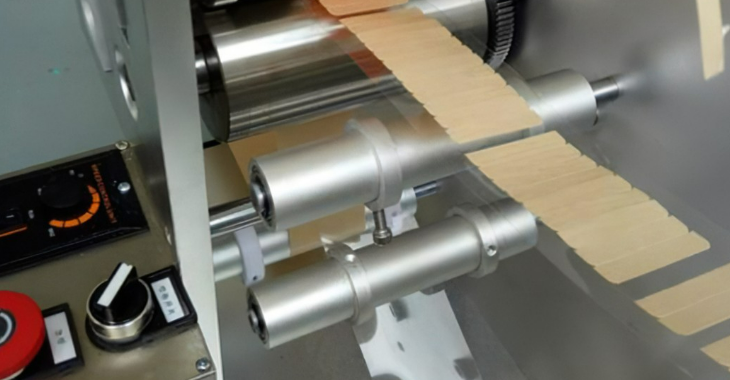
这时,通过压力控制,找到平衡点,可以继续生产,但是会导致切痕深位置的刃口比切痕浅位置的刃口磨损的更快,最后导致模切刀刃口磨损不均匀。以模切刀刃口磨损最严重的位置来计算寿命,直到该磨损位置完全切不开材料,这个模切刀也就宣布报废。
这类设备如果用来模切无底纸模内标签的订单,绝对会让操作人员疯掉,因为模切刀转动一圈,就有可能会出现一部分刃口完好,另一部分刃口已经被压扁的问题,做出的产品也是一部分边缘光滑,一部分边缘发毛,或者出现大量粉尘粘在标签上。