






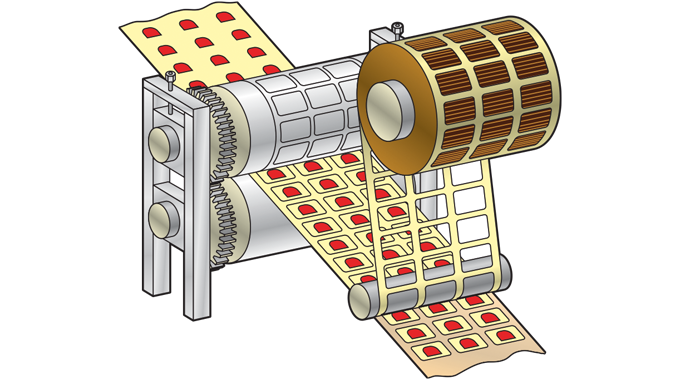
不干胶标签面材与模切工艺的关系(专业解析)
不干胶标签模切与普通纸张模切完全不同。普通纸张是“切穿全部材料”,而不干胶模切需要只切透面材+胶层,底纸必须保持完整。模切过程中是否出现切穿底纸、毛边、爆口等问题,很大程度由不干胶标签面材的特性决定。
不干胶标签面材的分类与特性
不干胶面材主要分为:纸质面材与薄膜面材。
一、纸质不干胶面材
纸质面材印刷适性好、成本低,适应性广。包括:胶版纸、铜版纸、铝箔纸、牛皮纸、易碎纸等。
- 铜版纸:白度高、表面细腻,但较脆,模切时容易爆边。
- 牛皮纸:韧性强,但粗糙,易产生纸屑影响模切精度。
- 易碎纸:适合防伪,需要精准模切压力。
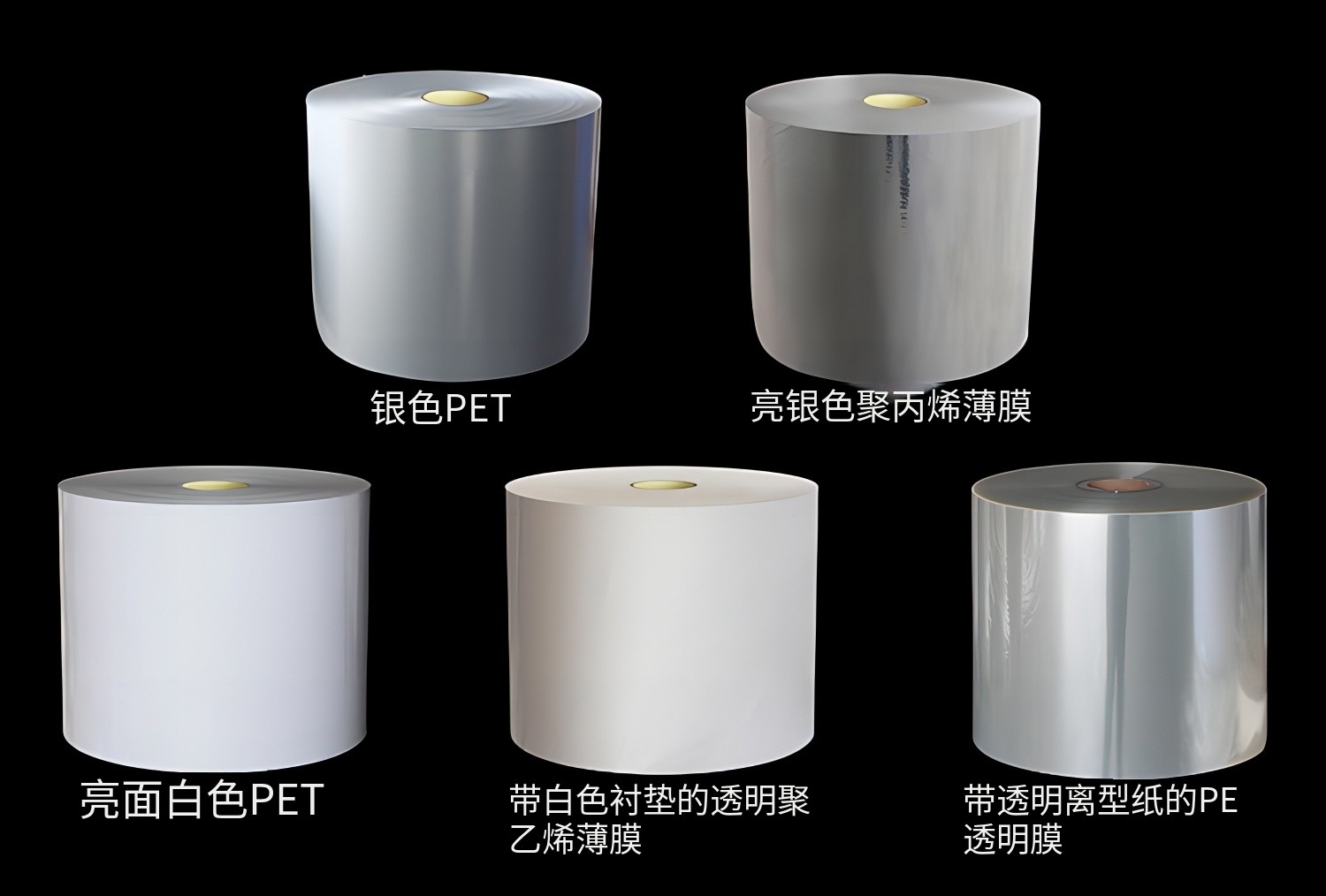
二、薄膜不干胶面材(PET/PP/PE)
薄膜标签具有防水、防油、耐撕裂、耐温等优势,常用于高端产品、冷链物流、户外环境。

- PET:硬度高、耐高温,模切难度大。
- PP:柔韧性强,但排废容易黏连。
- PE:柔软、表面张力低,模切后贴合要求高。
不干胶面材对模切质量的主要影响
1. 面材厚度与均匀性
厚度越均匀,模切越稳定;厚度不均则易出现切不透 or 切穿底纸的问题。
2. 面材柔韧性与硬度
柔软材料易回弹;硬质材料磨损刀具,造成毛边与爆口。
3. 表面光滑度
光滑材料模切更顺畅,但剥离力低;粗糙材料易掉纸粉,影响刀模寿命。

如何根据不同面材优化模切工艺?
1. 刀具的选择
- 纸质 → 用碳钢刀即可。
- 薄膜 → 必须使用硬质合金刀/钨钢刀。
- 柔软材料 → 采用更小刃口角度。
2. 模切压力与速度
压力过大易切穿底纸;压力太小则切不透。薄膜材料通常采用低速+稳定压力模式。
3. 排废处理
- PP/PE → 增加防黏滚轮,改善废边剥离。
- 纸质 → 安装吸尘系统避免纸屑堵刀。
- 复杂版面 → 调整排废张力与角度。
结语:选对面材,模切才能稳定
不干胶模切质量不仅由机器决定,更取决于面材与模切工艺的匹配度。掌握不同面材的特性,合理调整刀具、压力、速度和排废方式,可以显著提高不干胶模切的稳定性与良品率。
常见问题(FAQ)
1. 为什么不干胶会切穿底纸?
主要原因包括:模切压力过高、材料厚度不均、刀口角度不合适。
2. PET 薄膜为什么更难模切?
PET 硬度高且尺寸稳定性强,需要使用高硬度刀具,并适当降低模切速度以确保切割质量。
3. PP 标签排废困难怎么办?
可通过增加防黏滚轮、降低排废张力、选用更锋利的刀具来改善排废不顺的问题。
4. 纸质标签模切毛边多是什么原因?
多由刀具磨损、压力过大、纸张纤维粗糙或模切速度过快造成,应根据材料特性调整参数。
5. 如何提升不干胶模切稳定性?
建议为不同面材建立独立工艺标准(压力、速度、刀具寿命等),并根据生产情况持续优化。






