01,模切导致的溢胶
1.模切设备走纸路径过长
▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔
2.模切压力过大
▔▔▔▔▔▔▔▔▔▔▔▔
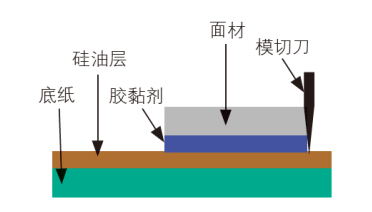
模切工序是在一定的压力下进行的,如果模切压力适合,溢胶现象就不会特别严重。如果模切刀磨损或者圆刀做的高低不适合,操作人员不得不加大模切压力才能正常生产,这种操作就会很容易导致标签溢胶。我们知道,刀刃有一定的角度,切的越深,刀刃对材料的挤压就越大,材料就越容易溢胶。

▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔
材料在模切过程中会经过许多导纸辊,在设备自身张力的作用下,导纸辊会对材料有挤压效应,如果模切设备走纸路径过长,也会对材料的胶水产生一定影响,胶水在不断挤压过程中会逐渐变软,流动性变强。因此对于一些比较容易溢胶的原材料,在模切时要尽量缩短纸路,减少材料经过导纸辊的数量,这样更有利于控制溢胶。
有些模切设备压纸辊过多或者是压力过大,会把胶水从材料里挤出来,而被挤出的胶水会逐渐堆积在导纸辊上造成设备运行张力不稳定,还有可能导致材料被黏破。有些走纸过长的印刷设备,材料往往要经过好几组压纸牵引辊,这么做的目的是为了让材料张力稳定,但是这样也增加了材料溢胶的风险。
因此,在使用一些比较容易溢胶的材料时要尽量缩短走纸路径,如果设备自身局限无法缩短走纸路径,可以考虑将连线模切改为离线模切。
因此,在使用一些比较容易溢胶的材料时要尽量缩短走纸路径,如果设备自身局限无法缩短走纸路径,可以考虑将连线模切改为离线模切。
2.模切压力过大
▔▔▔▔▔▔▔▔▔▔▔▔
模切工序是在一定的压力下进行的,如果模切压力适合,溢胶现象就不会特别严重。如果模切刀磨损或者圆刀做的高低不适合,操作人员不得不加大模切压力才能正常生产,这种操作就会很容易导致标签溢胶。我们知道,刀刃有一定的角度,切的越深,刀刃对材料的挤压就越大,材料就越容易溢胶。
这种情况下,可以观察到模切好的标签底纸没有损伤,但是标签出现溢胶,很容易让操作人员误认为是原材料导致的溢胶。然而,所用材料并非加厚胶水或者流动性很强的胶水,让人一头雾水不知如何解决。
因此,遇到这种情况,可以尝试更换一把新刀模切一下,观察溢胶问题是否减轻。如果换刀后溢胶问题减轻,那么应该就是刀具问题。对于圆刀模切的产品,由于模切刀具很昂贵,无法轻易更换,如果手里有其它图案的新刀具也可以用来测试一下,如果新刀具切出来没问题,也可以判断为刀具问题。
因此,遇到这种情况,可以尝试更换一把新刀模切一下,观察溢胶问题是否减轻。如果换刀后溢胶问题减轻,那么应该就是刀具问题。对于圆刀模切的产品,由于模切刀具很昂贵,无法轻易更换,如果手里有其它图案的新刀具也可以用来测试一下,如果新刀具切出来没问题,也可以判断为刀具问题。
3.模切刀钝
▔▔▔▔▔▔▔▔▔▔
一般来说,平刀模切的刀条使用寿命在几万到十几万次不等,圆刀模切的刀条使用寿命在几十万次。但是无论那种刀具使用时间一长,也会有磨损,模切刀一旦磨损、变钝,就可能导致溢胶。这种原因导致的溢胶往往体现在标签局部边缘,如果把标签揭下来对着灯光观察,可以发现标签只有局部地区有溢胶,而且溢胶的位置相对固定。遇到此类问题及时更换刀条即可。
▔▔▔▔▔▔▔▔▔▔
一般来说,平刀模切的刀条使用寿命在几万到十几万次不等,圆刀模切的刀条使用寿命在几十万次。但是无论那种刀具使用时间一长,也会有磨损,模切刀一旦磨损、变钝,就可能导致溢胶。这种原因导致的溢胶往往体现在标签局部边缘,如果把标签揭下来对着灯光观察,可以发现标签只有局部地区有溢胶,而且溢胶的位置相对固定。遇到此类问题及时更换刀条即可。
4.模切刀条选择不当
▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔▔
模切薄膜材料的刀条和模切纸张材料的刀条不同,主要区别为角度和硬度。角度越小,刀条越锋利,同时也就越容易切断材料。一般来说,用来模切薄膜材料的刀条角度为30°~42°,用来模切纸张材料的刀条角度为52°。这是因为薄膜材料对模切的要求远高于纸张材料,通常来说,薄膜材料要求模切时面材全部被切断,至少也需要切断4/5,而纸张材料要求模切时面材切断2/3即可。
对于硬度来说,一般模切纸张材料的刀条要求硬度在洛氏58°以上,而模切薄膜材料的刀条硬度要求高于模切纸张材料的刀条硬度。
从上面的描述不难看出,模切薄膜面材的刀条更锋利,也更硬,因此其使用寿命也比模切纸张面材的刀条短。有时一些刀模生产厂家默认用模切纸张面材的刀条来制作刀模,这种刀由于角度较大,不够锋利,会将材料中的胶水挤出来,从而形成溢胶。这种溢胶的产生有一个过程,刚开始时不明显,模切一段时间后就变得非常明显。这是因为胶水在模切过程中逐渐被挤出来。
还有一些不干胶材料本身是纸张面材,但是由于胶水涂布较厚或者流动性较强,用角度为52°的刀条也比较容易溢胶,这种情况下建议使用角度为42°以下的刀条来模切。现在一些刀模供应商已经尝试在刀条上加硅油涂层,这样可以有效减少胶水在刀条上的残留,同时对防止溢胶也有一定帮助。
还有一些不干胶材料本身是纸张面材,但是由于胶水涂布较厚或者流动性较强,用角度为52°的刀条也比较容易溢胶,这种情况下建议使用角度为42°以下的刀条来模切。现在一些刀模供应商已经尝试在刀条上加硅油涂层,这样可以有效减少胶水在刀条上的残留,同时对防止溢胶也有一定帮助。
02,原材料导致溢胶
不干胶材料根据面材材质不同,通常分为纸张和薄膜两大类。其中,薄膜面材的不干胶材料相对比较容易出现溢胶,这是因为薄膜材料完全不吸收胶水,同时涂胶面的表面张力也相对较低,不容易与胶水层牢固结合;纸张面材的不干胶材料有时也会出现溢胶,如一些胶水层涂的特别厚,或者胶水流动性特别强的材料。
那么,如何判断是原材料导致的溢胶呢?这里有一个比较简单的判断方法:揭下一个模切好的标签,对着灯光来看一下标签的溢胶情况,通常来讲,原材料导致的溢胶,在标签边缘普遍会有胶水溢出,如果标签只有一边或者局部有胶水溢出,多数不是由原材料导致的。
原材料导致溢胶有两个原因:一是胶水流动性太强,二是胶水涂布过厚。如果是批次性的不良,直接更换原材料即可;如果是功能性问题,如冷冻胶水标签和轮胎标签,这些材料本身就要求胶水很厚、流动性很强,模切时几乎不可避免发生溢胶。
一旦遇到这种问题,一方面,可以采取冷冻方法降低胶水的流动性,即在生产前先将原材料放入冷库或者冰柜冷冻,让胶水的流动性下降,同时想办法尽量减少材料从上机到模切的时间,这样在模切时胶水就不容易溢出来。另一方面,在保证印刷张力稳定的前提下尽量减少材料经过导纸辊的数量,因为在设备张力的作用下材料与导纸辊接触会挤压胶水层,导致胶水溢出。
 |
 |
 |
华益包装有限公司,专注研发生产各种不干胶标签,无论是印刷食品不干胶标签、日用品不干胶标签、铜版纸标签、产品标签等。每款都精选选材,印刷美观,供货快速,质量稳定,欢迎联系与咨询我们!我们将为您提供全方位的、优质的产品和服务....