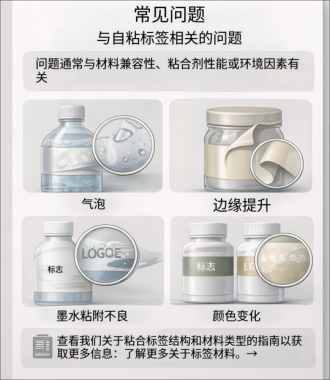
在食品、日化、医药等行业中,圆瓶贴标是最常见的应用场景之一。然而在实际生产和使用过程中,很多企业都会遇到一个问题:标签在瓶身使用一段时间后开始翘边,甚至形成明显的“旗标(Flagging)”。这不仅影响产品外观,还可能导致条码扫描困难,甚至影响品牌形象。
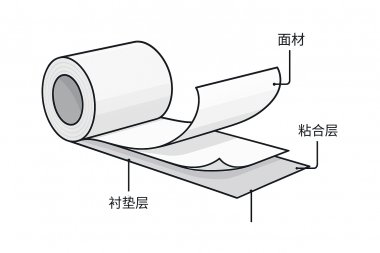
事实上,圆瓶标签起翘并不是单一原因造成的,而是材料选择、胶黏剂、贴标工艺以及储存环境共同作用的结果。如果想更系统了解标签材料与应用基础,也可以延伸阅读不干胶标签材料结构介绍,再结合本文理解圆瓶贴标中的关键问题。

一、圆瓶标签为什么容易出现翘边?
与平面贴标不同,圆瓶表面存在持续弧度,标签绕贴到瓶身后会形成回弹应力。如果面材柔软度不够、胶黏剂初粘力不足,或者瓶体表面能较低,就容易在边缘位置慢慢翘起,最终形成明显的旗标问题。
- 标签材料偏硬,贴合弧面能力不足;
- 胶黏剂初粘力不够,贴上后抓附不稳;
- 瓶身表面能低,如 PP、PE 瓶体;
- 贴标速度过快或滚压不充分;
- 仓储温湿度波动大,导致边缘应力释放。
很多现场问题并不是单一因素造成的,而是“材料 + 胶水 + 工艺 + 环境”叠加后才暴露出来。因此圆瓶标签应用更适合在打样阶段就先做贴标验证,而不是等量产后再排查。
二、标签材料选择会直接影响贴标稳定性
在圆瓶应用中,标签材料的柔软度和延展性非常关键。通常来说,薄膜类材料比纸类材料更容易顺着弧面贴合,因此在食品、日化和个人护理产品中应用更广。
| 材料类型 | 特点 | 适用场景 |
|---|---|---|
| 铜版纸标签 | 成本较低,印刷适性好 | 平面瓶或大直径圆瓶 |
| BOPP薄膜标签 | 柔软度较好,耐水性强 | 食品、日化圆瓶 |
| PE标签 | 更柔软,更适合弧面 | 挤压瓶、异形瓶、软瓶体 |
| PET标签 | 挺度高,耐温性较好 | 高端包装或较规整瓶体 |
如果瓶径较小,或者瓶身弧度明显,通常建议优先考虑更柔软的薄膜类材料。面材越能顺着瓶身自然服帖,后期翘边的风险通常越低。
三、胶黏剂类型同样决定成败
圆瓶标签能不能贴得稳,不只看面材,也要看胶黏剂是否匹配瓶体材质与使用环境。很多项目看起来“标签贴上去了”,但过一两天开始起边,问题常常出在胶黏剂匹配不到位。
- 通用型丙烯酸胶:适合玻璃、金属等高表面能材质;
- 高初粘胶:适合自动贴标高速生产线;
- 低温胶:适用于冷藏、冷链环境;
- 强粘型胶:更适合 PE、PP 等低表面能塑料瓶。
如果你的瓶体本身是低表面能材料,建议优先确认胶黏剂是否针对该类塑料做过优化。否则即使前端看上去贴合正常,运输、温差和挤压后也可能慢慢起翘。
四、贴标工艺不合适,也会导致标签翘边
实际案例中,标签翘边并不一定都是材料问题。自动贴标机的速度、压力、滚压结构、出标角度,都会影响标签是否能真正压实到瓶身表面。如果设备参数不稳定,哪怕换更贵的材料,也不一定彻底解决问题。
- 贴标压力是否足够;
- 滚轮是否均匀压合整个标签;
- 贴标速度是否过快;
- 瓶体表面是否有灰尘、水汽或油污;
- 标签和瓶体是否处于合适温度区间。
在量产前做一轮真实上机测试,通常比只看材料参数更有价值。尤其是小直径圆瓶、冷灌装瓶和表面较滑的日化瓶,更建议提前验证。

五、如何减少圆瓶标签翘边问题?
从实际项目经验看,想减少翘边或旗标问题,可以从以下几个方面同时入手:
- 优先选择柔软度更高、顺应性更好的标签材料;
- 根据瓶体材质匹配更合适的胶黏剂;
- 优化自动贴标机速度、压力和滚压结构;
- 确保瓶体表面干净、干燥、无油污;
- 在量产前做贴标、运输和仓储模拟测试。
对于长期稳定出货的项目,建议不要只关注单价,而要更重视贴标后的整体稳定性。因为一旦后期出现大面积翘边,不仅影响外观,还可能引发返工、退货和品牌投诉。
六、结语
圆瓶标签翘边是一个非常典型的不干胶应用问题,但并不难解决。只要在前期把面材柔软度、胶黏剂类型、瓶体表面特性和贴标工艺一起评估清楚,大多数项目都能把风险大幅降下来。对品牌方和包装采购来说,越早做真实测试,后期越省心。