东莞市华益包装有限公司
- 1
- 2
- 3



不干胶模切材料排废断边!怎么解决
所以,在征得客户同意的前提下,方角尽量做成圆角,这样可避免很多质量问题发生,并且提高了效率。
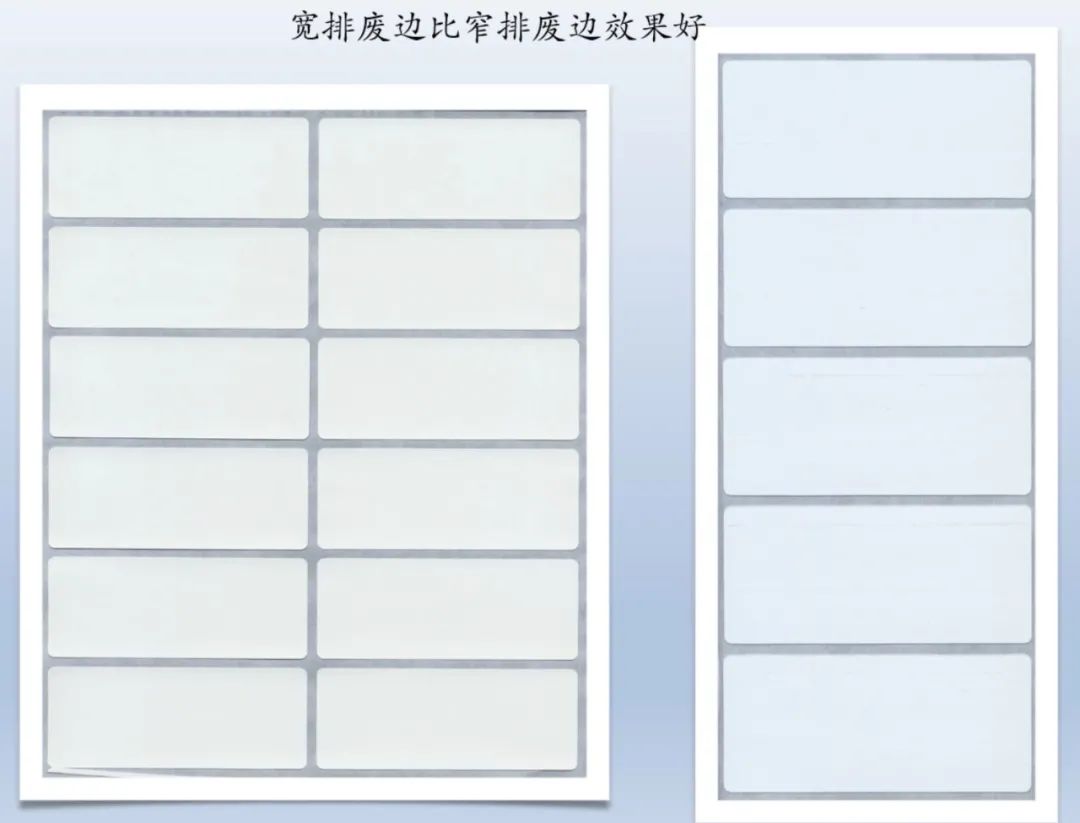
第二个因素与标签排列有关。如图所示,多联标签排废比单联不干胶标签排废效果好。这个其实很好理解,多联排废时,如果其中有一联标签断了,那其他几联还能支撑,还有可能通过速度调整来改善,不至于停机调整,但如果单联标签断了,那就必须停机,根本无法继续排废。
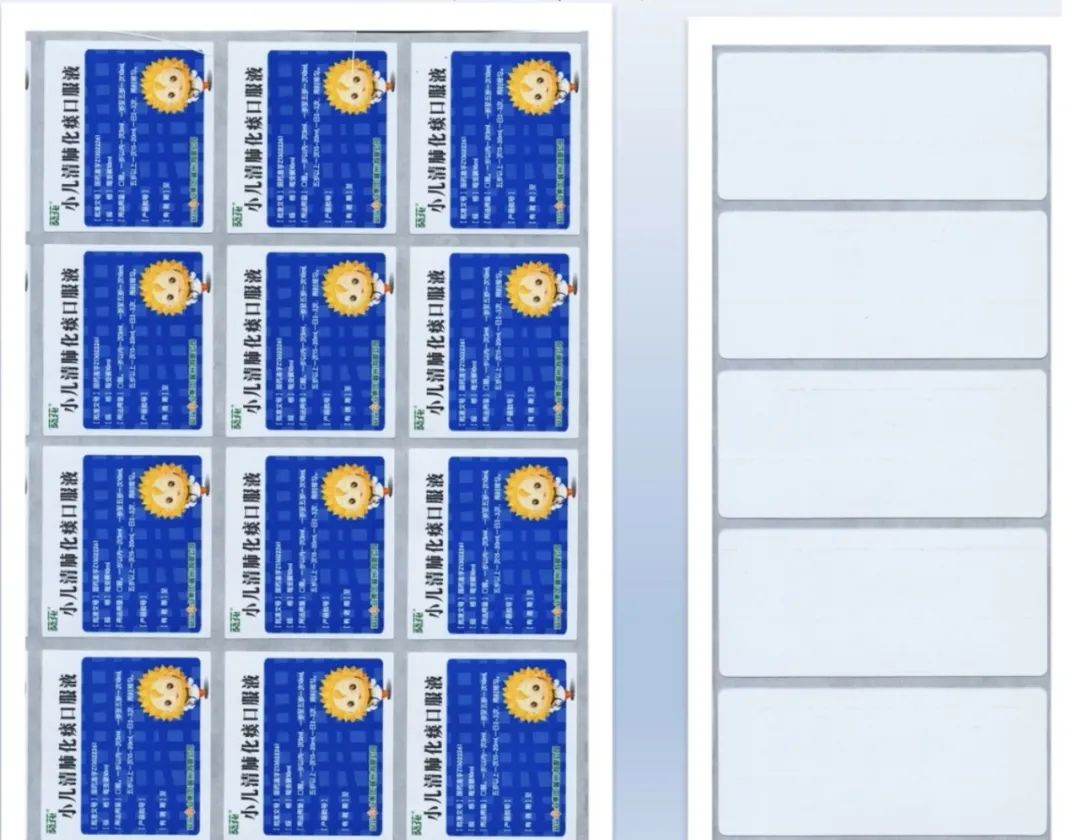
所以单联标签排废边必须大或宽,这样才能在高速下排废不断边,生产效率高。

首先是纸张的强度,有时候两卷材料规格都一样,一卷材料出现断边,纤维力很差,另一卷就不存在这个问题,可能是纸张强度引起的,也可能跟材料受潮相关。
第二就是纸边的宽度,要合理设计,不同尺寸的排废边要配合不同面材的材料;要配合不同的模切速度,达到减少、改善断边,提高生产效率。
第三点是离型力。我们要尽量选择离型力合格的材料,或者利用环境条件,改善材料的离型力,保证正常生产
第四点与排废张力有关,在排废辊下面加装张力缓冲装置,缓冲辊可以调节排废张力,改善断边现象。目前车间的排废大多都是卷式排废,靠摩擦片来改变张力,如果排废张力过大,就会导致断边。所以要根据排废卷的大小,及时调整排废张力,或者利用自动收废装置,避免排废断边。
第五点式排废速度影响。速度和张力成正比,如果速度太快,也会断边,所以不同的材料、不同的排废边,要调整不同的排废速度,这样才能保证减少、改善短边。下面视频是一家印厂改变排废边收卷的位置,收废距离越长,废边稳定性越好,大家点开视频可以看的很清楚。

第六点是温湿度变化。太冷太热,都不利于排废。要保持理想的加工环境,推荐温度22度正负2度,湿度在50-70%之间。
第八点是保证材料端面的平整度。端面不平整,比如有毛边,也可能会导致排废两边也不平整,排废边也容易断。因此,原材料的精度和质量也至关重要。
华益标签定制生产车间实拍:
 |
 |
 |
